


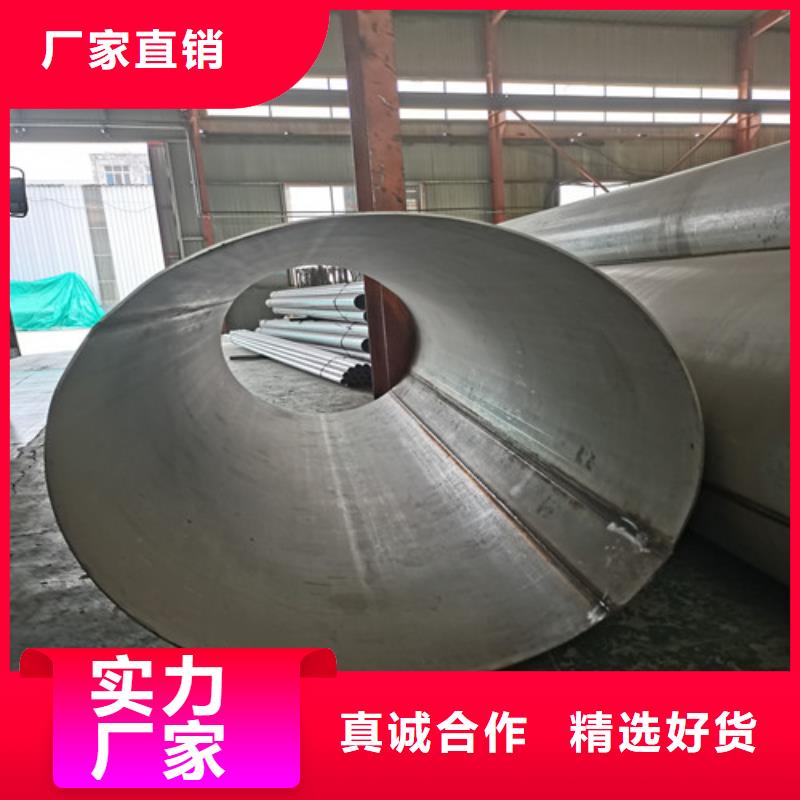
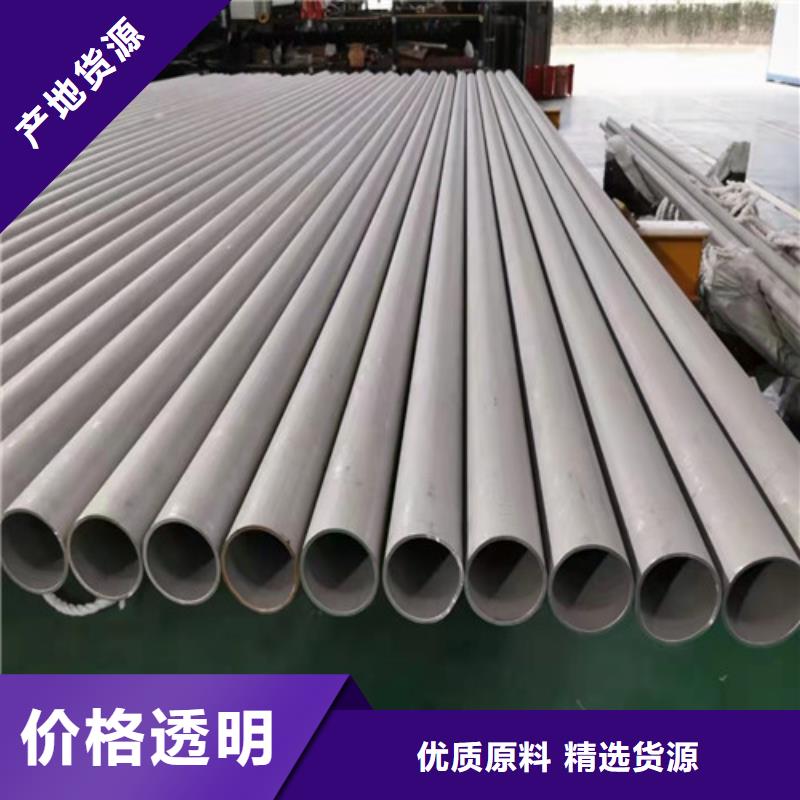
不容错过的不锈钢管【316L不锈钢管】出厂严格质检视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:不锈钢管【316L不锈钢管】出厂严格质检的图文介绍
福伟达管业有限公司地处经济技术开发区,公司秉承信誉di yi,保质保量的生产原则;坚持科学管理,为顾客提供优质,主营产品: 陕西延安304L不锈钢管。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。



不锈钢管在使用过程中,可能会受到一些外界因素的影响,难免会产生一些氧化皮,如果管材上面有太多氧化皮那么对于施工不利。如何上面的氧化皮? 1、不锈钢管氧化皮预处理使氧化皮变得疏松,然后再进行酸洗易于除去。碱性熔融物含有氢氧化物87%,硝酸盐13%,熔融盐中两者比例应严格控制,使熔融盐具有强氧化力、低的熔点和小的黏度。 2、在生产过程中只分析硝酸钠含量不少于8%。在盐浴炉中进行处理,温度为450~470℃,时间的铁素体不锈钢为5分钟,奥氏体不锈钢30分钟。 3、不锈钢管上面的铁的氧化物和尖晶石也可被硝酸盐氧化,变成疏松的三价的氧化铁,易被酸洗时除去,由于高温作用,形成的氧化物部分剥落,以沉渣形式沉入浴炉底。 4、碱性硝酸盐熔融预处理工艺流程。熔融盐处理不适于有焊缝间隙或卷边的组合件,零件从熔融盐炉取出后水淬时,会溅起一股带刺激性的碱、盐雾,故水淬时应采用深井式防溅水淬槽。 氧化皮之后,我们可以加强对不锈钢管的保养工作,及时将多余的杂质擦拭干净。平时的维护保养一定要做到位,因为这关系到管材的使用寿命。



福伟达管业有限公司可做如下承诺:
1、可以保证 陕西延安304L不锈钢管价格与同行业相比较低;
2、全国统一价格:制作的 陕西延安304L不锈钢管不分地域,全国统一价格。
3 、 陕西延安304L不锈钢管质量保证, 经营理念:信守于胸,惠至于人。服务铸就形象,信誉成就辉煌。




山东福伟达管业有限公司是一家专业生产310S不锈钢管(0Cr25Ni20)、314(1Cr25Ni20Si2)耐热耐高温不锈钢管及管件厂家,公司仓库常年备库存600余吨, 且可提供各种耐高温不锈钢管焊接、钻孔、折弯、车床加工等服务。至德钢业已通过欧盟PED承压设备指令、 A级特种设备生产许可证, 英国劳氏质量体系认证。公司不锈钢管产品广泛应用于石油化工、油井油田、太阳能多晶硅、海洋工程、造船、锅炉换热器、航天航空、环保设备、 机械加工、汽车、医药食品、水电、核电、 尿素化肥、制冷、新能源装备等领域。 公司拥有十几年的不锈钢管生产及深加工服务经验,主营产品材料有:304、304L、321、316、316L、316Ti、317L、347H 、310S、904L、 254SMO、S31803、S32205、S32750等,产品规格有外径:6mm~830mm ,厚度:0.5mm~60mm。执行标准:GB、EN、DIN、ASTM、ASME等。 公司技术力量雄厚,生产设备先进,检测设备齐全:拥有10T-450T冷拔机组生产线10条,LG30-LG 120型冷轧生产线5条。力学性能试验仪、 涡流探伤系统、超声波探伤系统、水压试验系统、德国进口光谱仪等检测设备,以及配套的理化分析等设施,是国内同行业中生产与 检测设备完善单位之一。公司始终秉行,诚信经营,童叟无欺,企业理念,以合理的价格提供客户所需的产品及服务,以求达到双方共赢,持久合作。


不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。


